Wszystkie metody systemowe metody rozwiązywania problemów bazują na cyklu Deminga. Zwany jest on także cyklem PDCA i składa się z czterech faz:
- Plan - Zaplanuj
- Do - Wykonaj
- Check - Sprawdź
- Act - Działaj
Na etapie “Check” głównym zadaniem jest sprawdzenie, czy wprowadzone zmiany przyniosły pożądany rezultat. To znaczy czy nasze rozwiązanie wyeliminowało przyczynę źródłową problemu. Bardzo często można spotkać się z sytuacją, w której problem – na przykład liczba defektów czy odpad, spada po wdrożeniu zaplanowanych działań, jednak nie wynika to bezpośrednio z wdrożonego rozwiązania. Przyczyną może być inny parametr procesu, którego nie analizowaliśmy.
Takie przypadki są niebezpieczne i niestety dość częste. W ich konsekwencji przechodząc do fazy “Act” standaryzujemy rozwiązanie będąc przekonani, że to ono przyniosło sukces. Jak się przed tym ustrzec? Jak zapobiec takim sytuacjom?
Statystyczne sterowanie procesami
Przydatnym narzędziem w fazie check (i nie tylko) mogą być karty kontrolne używane w SPC (ang. “Statistical Process Control”), czy Statycznego Sterowania Procesami. SPC polega na ciągłej kontroli procesu poprzez analizę wybranych parametrów. Umożliwia to ocenę czy cały proces jest stabilny i zdolny. Pozwala to na wcześniejszą reakcję i utrzymanie jakości produkowanych wyrobów na wysokim poziomie.
Zdolność procesu będzie mówiła o tym, czy proces jest w stanie produkować wyroby zgodnie ze specyfikacją klienta. Przykładem “niezdolnego procesu” będzie parkowanie Hummerem na wąskim miejscu postojowym w garażu podziemnym. Samochód nie zmieści się w granicach, ponieważ jest zbyt szeroki.
Stabilność procesu oznacza, że przebiega on w sposób powtarzalny. Efekty końcowego analizowane procesu są zatem zbliżone do siebie, lecz nie zawsze muszą mieścić się w celu. Wyobraźmy sobie strzelanie z łuku do tarczy. Jeśli strzały trafiają w ten sam punkt – niekoniecznie środek, a nie są rozrzucone po całej jej powierzchni, to proces jest stabilny. Konieczne są jednak pewne regulacje – zmiany, które spowodują, że zaczniemy trafiać same dziesiątki.
Karty kontrolne
Można zatem spotkać się z procesami, które będą zdolne, lecz niestabilne i odwrotnie – stabilne, lecz niezdolne. Najbardziej pożądaną sytuacją jest posiadanie procesów, które są zdolne i stabilne. Osiągnięcie takiego stanu zależeć będzie od ustaleń z klientami oraz umiejętnościami tworzenia i doskonalenia procesów.
Karty kontrolne pozwolą na graficzne zaprezentowanie zmienności dowolnego procesu i są jednocześnie bardzo prostym narzędziem. Jest to wykres składający się z dwóch osi:
- oś X - to kolejne oznaczenia próbek lub daty pomiarów
- oś Y - zawiera wyniki pomiarów
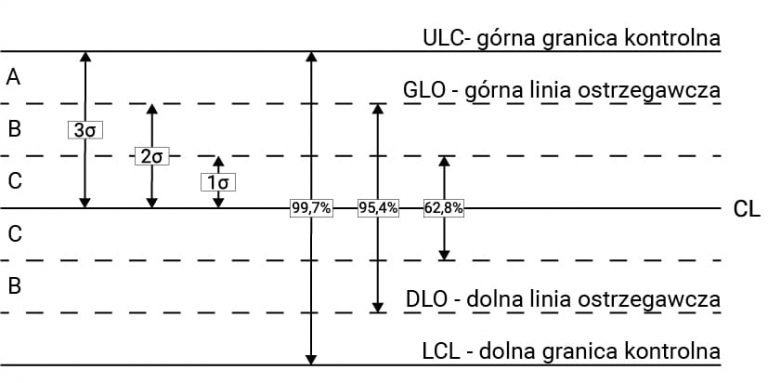
Poza zebranymi danymi na wykres należy nanieść linię centralną (CL), która jest wartością średnią. Kluczowe dla analizy zmienności jest wyznaczenie:
- górnej granicy kontrolnej (UCL)
- oraz dolnej granicy kontrolnej (LCL)
Ważne jest, że wartości UCL i LCL nie są zależne od wymagań klienta i narzuconych przez niego tolerancji. Istnieje wiele możliwości wyliczenia dokładnych wartość UCL i LCL. Poniżej wzór zaproponowany przed Shewharta i stosowany w wielu przypadkach do dziś:
LCL = µ - 3 σ
gdzie:
µ - średnia wartość,
σ - odchylenie standardowe
Sytuacje, które świadczą o tym, że proces jest rozregulowany
- Wartości poniżej LCL lub powyżej ULC
- Dziewięć kolejnych punktów po tej samej stronie linii centralnej
- Sześć kolejnych punktów stole rosnących lub malejących
- Czternaście punktów po kolei przemiennie rosnących i malejących
- Dwa z trzech kolejnych punktów w strefie A
- Cztery z pięciu kolejnych punktów w strefie B lub dalej
- Piętnaście kolejnych punktów wyłączenie w strefach C
- Osiem kolejnych punktów wyłączenie w strefie A i B (brak punktów w strefie C)
Korzyści ze stosowania kart kontrolnych
- Możliwość wykrywania niestabilności w procesie
- Zmniejszenie ilość reklamacji i błędów wewnętrznych
- Poprawa jakości produkowanych wyrobów
- Mniejsze koszty związane z usuwaniem skutków problemów produkcyjnych
- Możliwość monitorowania przesunięć wartości średniej oraz zmienności
- Możliwość zmniejszenia kosztów produkcji poprzez zarządzanie procesem w oparciu o dane z SPC
Oceń ten artykuł:
Średnia ocen artykułu: / 5. Liczba ocen:
Brak ocen tego artykułu! Bądź pierwszym oceniającym.

